

HASH GAME - Online Skill Game GET 300中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K 因子的定义,实际中如何利用K 因子,包括用于不同材料类型时K 因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图 1 中表示的是在一个钣金零件中的单一折弯。
2.适用范围龙光电业有限公司工程部3(SO-3.5M3-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度(8mm)螺纹代号.类型代号3.1.1.2英制螺母柱BSO-440-8-ZI (SO-440-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度代码(25.4*8/32=6.35mm)螺纹代号(第四号英制牙,每英吋长有40个牙).材料代号(盲孔普通钢材)3.1.2类型代号说明:螺柱类: SO 表示普通钢通孔螺柱, SOS 表示不锈钢通孔螺柱, SOA 表示铝材通孔螺柱.BSO表示普通钢盲孔螺柱, BSOS表示不锈钢盲孔螺柱, BSOA表示铝材盲孔螺柱.SOO表示普通钢通孔通牙螺柱, SOOS表示不锈钢通孔通牙螺柱, SOOA 表示铝材通孔通牙螺柱. 3.1.3备注:螺柱3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样.螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为&5.4而440的底孔为&4.2S - M3- 1 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB) 柄部码 (0、1、2)螺纹代号.材料代号(普通钢材)3.2.1.2英制螺母表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB) 柄部码 (0、1、2)螺纹代号(第四号英制芽,每英吋长有40个芽).材料代号(普通钢材)3.2.2材料说明:螺母类: S 表示碳钢, CLS 表示不锈钢, CLA 表示铝材. 3.2.3不同规格的螺母与最小板厚的对应关系3.3.1.2英制螺母FH- 440- 8 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB)长度码 (8*25.4/16=12.7mm)螺纹代号(第四号英制芽,每英吋长有40个芽).材料代号(普通钢材)3.3.2 材料说明:螺钉类: FH 表示钢, FHS 表示不锈钢, FHA 表示铝材.3.4.1型号说明3.4.1.1公制螺钉 NFH- M3-8 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB) 长度码 (8mm)螺纹代号.材料代号(普通钢材)3.4.1.2英制螺母NFH- 440- 8 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB)长度码 (8*25.4/16=12.7mm)螺纹代号(第四号英制牙,每英吋长有40个牙).材料代号(普通钢材)3.4.2材料说明:螺钉类: NFH 表示钢, NFHS 表示不锈钢, NFHA 表示铝材.。
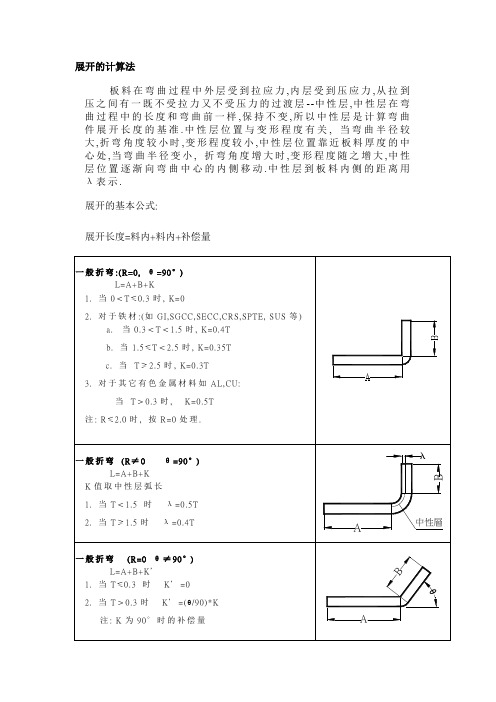
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4.3其余图形展开计算方法:4.4当折弯角度为90度,r=0(俗称“90度清角”)时,各材料厚度对应的经验值:r/t≦时,均可按90度清角计算展开长度.展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改, 特制定下料模的制作方式.(1). 凡对一些展开存在不确定因素的产品, 例如, 有拉伸性质的展开, 多次折弯, Z折,有拉料现象等产品的下料模, 经工程分析有必要先试模的, 其制作方式如下:A.下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工.B.成型模先做, 试模时先镭射(按下料模展开尺寸)试模, 产品先做实测, 不合格时修正展开尺寸再镭射,一直修到合格为止, 合格样品送客户先承认.C. 样品经客户承认后, 按修正展开尺寸整理下料模, 进行下料模的线). 对展开较直观的, 可基本控制的产品, 一般只要经俩人展开核对无误,下料模可按正常方式加工。
钣金折弯展开(90折弯)尺寸计算所有外尺寸的和-弯数扣除=展开尺寸所有内尺寸的和+弯数系数=展开尺寸由上式知,当弯数=1时,外尺寸和-扣除=内尺寸和+系数则,外尺寸和-内尺寸和=系数+扣除而,外尺寸和-内尺寸和=2δ所以,系数+扣除=2δ注:1.δ是钣金厚度2.这里的“外尺寸和、内尺寸和”是指画钣金时草图线(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2内R=0.5),算得扣除=2δ-(实际)折弯系数=21.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-12.5=17+10.5=17.5(图2)如图2,此钣金厚度是1.5,内R=0.3,(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2内R=0.5+20.3=1.1),算得扣除=2δ-(实际)折弯系数=21.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-12.5=17+10.5=17.5对于上面两个内R不同,但展开尺寸却是不变的。

中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品).压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
钣金展开计算公式(最终定稿)第一篇:钣金展开计算公式钣金展开计算公式当角度为钝角时:L=L1+L2-[2(180-角度)/90材料厚度+M角度/90]当角度为锐角时:L=L1+L2-[180/角度材料厚度-(180-角度)/180 ]第二篇:钣金展开计算公式--很实用先说一个名词:折弯余量折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。





